

1. सामान्य
या मालिकेतील वाल्व्हचा वापर पाइपलाइन सिस्टिममधील पाइपलाइन बंद करण्यासाठी किंवा उघडण्यासाठी केला जातो जेणेकरून सिस्टीमचे सामान्य ऑपरेशन राखले जाईल.
2. उत्पादन वर्णन
२.१ तंत्राची आवश्यकता
2.1.1 डिझाइन आणि उत्पादन: API600, API603, ASME B16.34, BS1414
2.1.2 कनेक्शन एंड डायमेंशन: ASME B16.5, ASME B16.47, ASME B16.25
2.1.3 फेस टू फेस किंवा एंड टू एंड: ASME B16.10
2.1.4 तपासणी आणि चाचणी: API 598, API600
2.1.5 नाममात्र आकार:MPS2″~48″,नाममात्र वर्ग रेटिंग:वर्ग150~2500
2.2 या मालिकेतील व्हॉल्व्ह मॅन्युअल (हँडव्हील किंवा गियर बॉक्सद्वारे कार्यान्वित) फ्लॅंज एंड आणि बट वेल्डिंग एंडसह गेट व्हॉल्व्ह आहेत .व्हॉल्व्ह स्टेम अनुलंब हलते.हँडव्हील घड्याळाच्या दिशेने वळवताना, पाइपलाइन बंद करण्यासाठी गेट खाली पडते;हँडव्हील घड्याळाच्या उलट दिशेने वळवताना, गेट पाइपलाइन उघडण्यासाठी वर येते.
2.3 स्ट्रक्चरल चित्र. 1, 2 आणि 3 पहा.
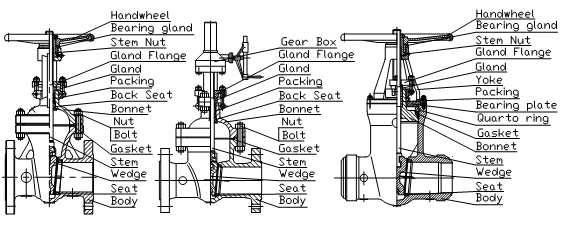
2.4 मुख्य भागांची नावे आणि साहित्य तक्ता 1 मध्ये सूचीबद्ध आहेत.
| भागाचे नाव | साहित्य |
| शरीर आणि बोनट | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,मोनेल |
| गेट | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,मोनेल |
| आसन | ASTM A105,ASTM A350 LF2,F11,F22, ASTM A182 F304(304L),ASTM A182 F316(316L) ASTM B462,आहे.सी-4,मोनेल |
| खोड | ASTM A182 F6a,ASTM A182 F304(304L) ,ASTM A182 F316(316L),ASTM B462,आहे.सी-4,मोनेल |
| पॅकिंग | ब्रेडेड ग्रेफाइट आणि लवचिक ग्रेफाइट,PTFE |
| स्टड/नट | ASTM A193 B7/A194 2H,ASTM L320 L7/A194 4, ASTM A193 B16/A194 4,ASTM A193 B8/A194 8, ASTM A193 B8M/A194 8M |
| गास्केट | 304(316)+आलेख,304(316),आहे.सी-4, मोनेल,B462 |
| सीट रिंग / डिस्क / पृष्ठभाग | १३ कोटी,18Cr-8Ni,18Cr-8Ni-Mo,NiCu मिश्र धातु,25Cr-20Ni,STL |
3. स्टोरेज, देखभाल, स्थापना आणि ऑपरेशन
3.1 स्टोरेज आणि देखभाल
3.1.1 वाल्व कोरड्या आणि हवेशीर खोलीत साठवले पाहिजेत.पॅसेजचे टोक कव्हर्ससह प्लग केलेले असावे.
3.1.2 दीर्घकाळ साठवलेल्या वाल्व्हची नियमितपणे तपासणी आणि साफसफाई करणे आवश्यक आहे, विशेषत: बसण्याच्या चेहऱ्याचे नुकसान टाळण्यासाठी साफसफाई करणे आणि तयार पृष्ठभागांना गंज प्रतिबंधक तेलाने लेपित करणे आवश्यक आहे.
3.1.3 स्टोरेज कालावधी 18 महिन्यांपेक्षा जास्त असल्यास, वाल्वची चाचणी केली पाहिजे आणि नोंदी केल्या पाहिजेत.
3.1.4 स्थापित झडपांची नियमितपणे तपासणी आणि दुरुस्ती करावी.मुख्य देखभाल बिंदूंमध्ये खालील गोष्टींचा समावेश आहे:
1) चेहरा सील करणे
2) वाल्व स्टेम आणि वाल्व स्टेम नट.
3) पॅकिंग.
4) व्हॉल्व्ह बॉडी आणि व्हॉल्व्ह बॉनेटच्या अंतर्गत पृष्ठभागावर फाऊलिंग
3.2 स्थापना
स्थापनेपूर्वी, पाइपलाइन प्रणालीच्या आवश्यकतेनुसार वाल्व ओळख (जसे की मॉडेल, DN, 3.2.1PN आणि साहित्य) चिन्हांकित केले असल्याचे सुनिश्चित करा.
3.2.2 स्थापनेपूर्वी, वाल्व पॅसेज आणि सीलिंग फेस काळजीपूर्वक तपासा.काही घाण असल्यास ती पूर्णपणे स्वच्छ करावी.
3.2.3 स्थापनेपूर्वी, सर्व बोल्ट घट्ट बांधलेले असल्याची खात्री करा.
3.2.4 स्थापनेपूर्वी, पॅकिंग घट्टपणे संकुचित केल्याची खात्री करा.तथापि, वाल्व्ह स्टेमच्या हालचालीमध्ये अडथळा येऊ नये.
3.2.5 व्हॉल्व्हच्या स्थापनेच्या ठिकाणी तपासणी आणि ऑपरेशन सुलभ केले पाहिजे.श्रेयस्कर स्थिती अशी असावी की पाइपलाइन क्षैतिज असेल, हँडव्हील वर असेल आणि व्हॉल्व्ह स्टेम उभ्या असेल.
3.2.6 सामान्यत: बंद असलेल्या वाल्वसाठी, वाल्वच्या स्टेमचे नुकसान टाळण्यासाठी ज्या ठिकाणी कामाचा दबाव खूप मोठा आहे अशा ठिकाणी ते स्थापित करणे योग्य नाही.
3.2.7 सॉकेट वेल्डेड व्हॉल्व्ह जेव्हा साइटवर पाइपलाइन सिस्टममध्ये स्थापित करण्यासाठी वेल्डेड केले जातात तेव्हा ते किमान खालील आवश्यकता पूर्ण करतात:
1) राज्य बॉयलर आणि प्रेशर वेसल ऑथॉरिटीने मंजूर केलेले वेल्डरचे पात्रता प्रमाणपत्र असलेल्या वेल्डरने वेल्डिंग केले पाहिजे;किंवा वेल्डर ज्याने ASME Vol.Ⅸ मध्ये निर्दिष्ट वेल्डरचे पात्रता प्रमाणपत्र प्राप्त केले आहे.
2) वेल्डिंग मटेरियलच्या क्वालिटी अॅश्युरन्स मॅन्युअलमध्ये नमूद केल्याप्रमाणे वेल्डिंग प्रक्रियेचे मापदंड निवडले जाणे आवश्यक आहे.
3) वेल्डिंग सीमच्या फिलर मेटलची रासायनिक रचना, यांत्रिक कार्यप्रदर्शन आणि गंज प्रतिरोधकता बेस मेटलशी सुसंगत असावी.
3.2.8 झडप साधारणपणे स्थापित केले जाते, समर्थन, उपकरणे आणि पाईप्समुळे मोठा ताण टाळावा.
3.2.9 स्थापनेनंतर, पाइपलाइन प्रणालीच्या दाब चाचणी दरम्यान, वाल्व पूर्णपणे उघडणे आवश्यक आहे.
3.2.10 बेअरिंग पॉइंट: जर पाइपलाइनमध्ये व्हॉल्व्हचे वजन आणि ऑपरेशन टॉर्क सहन करण्यासाठी पुरेशी ताकद असेल, तर कोणत्याही बेअरिंग पॉइंटची आवश्यकता नाही, अन्यथा व्हॉल्व्हमध्ये बेअरिंग पॉइंट असणे आवश्यक आहे.
3.2.11 लिफ्टिंग: व्हॉल्व्ह उचलण्यासाठी आणि उचलण्यासाठी हँडव्हील वापरू नका.
3.3 ऑपरेशन आणि वापर
3.3.1 सेवा कालावधी दरम्यान, हाय-स्पीड माध्यमामुळे सीट रिंग आणि व्हॉल्व्ह गेटची पृष्ठभागाची हानी टाळण्यासाठी वाल्व गेट पूर्णपणे उघडले किंवा पूर्णपणे बंद केले पाहिजे.ते प्रवाह क्षमता समायोजित करण्यासाठी वापरले जाऊ शकत नाही.
3.3.2 वाल्व उघडताना किंवा बंद करताना, सहायक लीव्हरऐवजी हँडव्हील वापरा किंवा इतर साधन वापरा.
3.3.3 कार्यरत तापमानावर, तात्काळ दाब ASME B16.34 मधील दाब-तापमान रेटिंगच्या कार्यरत दाबाच्या 1.1 पट पेक्षा कमी असल्याचे सुनिश्चित करा.
3.3.4 कार्यरत तापमानावरील वाल्वच्या कामकाजाचा दबाव जास्तीत जास्त स्वीकार्य दाबापेक्षा जास्त होण्यापासून रोखण्यासाठी पाइपलाइनवर सुरक्षितता आराम उपकरणे स्थापित केली जावीत.
3.3.5 वाहतूक, स्थापना आणि ऑपरेशन कालावधी दरम्यान वाल्व स्ट्रोक आणि धक्का देणे प्रतिबंधित आहे.
3.3.6 अस्थिर द्रवपदार्थाचे विघटन, उदाहरणार्थ, काही द्रवपदार्थांचे विघटन व्हॉल्यूम विस्तारास कारणीभूत ठरू शकते आणि कामाचा दाब वाढण्यास कारणीभूत ठरू शकते, त्यामुळे वाल्वचे नुकसान होते आणि झिरपते, म्हणून, विघटन होऊ शकणारे घटक दूर करण्यासाठी किंवा मर्यादित करण्यासाठी योग्य मापन यंत्रे वापरा. द्रवपदार्थ.
3.3.7 जर द्रव कंडेन्सेट असेल, तर याचा झडपांच्या कार्यक्षमतेवर परिणाम होईल, द्रवाचे तापमान कमी करण्यासाठी योग्य मापन यंत्रे वापरा (उदाहरणार्थ, द्रवाच्या योग्य तापमानाची हमी देण्यासाठी) किंवा त्यास इतर प्रकारच्या वाल्वने बदला.
3.3.8 स्वयं-ज्वलनशील द्रवपदार्थासाठी, सभोवतालची हमी देण्यासाठी योग्य मापन यंत्रे वापरा आणि कामाचा दाब त्याच्या स्वयं-इग्निशन बिंदूपेक्षा जास्त नसावा (विशेषतः सूर्यप्रकाश किंवा बाह्य आग लक्षात घ्या).
3.3.9 धोकादायक द्रवपदार्थाच्या बाबतीत, जसे की स्फोटक, ज्वलनशील.विषारी, ऑक्सिडेशन उत्पादने, दबावाखाली पॅकिंग पुनर्स्थित करण्यास मनाई आहे (जरी वाल्वमध्ये असे कार्य आहे).
3.3.10 द्रव घाण नसल्याची खात्री करा, ज्यामुळे झडपांच्या कार्यक्षमतेवर परिणाम होतो, त्यात कठोर घन पदार्थ नसतात, अन्यथा घाण आणि कठोर घन पदार्थ काढून टाकण्यासाठी योग्य मापन यंत्रे वापरली जावीत किंवा त्यास इतर प्रकारच्या वाल्वने बदला.
3.3.11 अनुमत कार्य तापमान:
| साहित्य | तापमान | साहित्य | तापमान |
| ASTM A216 WCB | -२९~425℃ | ASTM A217 WC6 | -२९~538℃ |
| ASTM A352 LCB | -46~343℃ | ASTM A217 WC9 | --२९~570℃ |
| ASTM A351 CF3(CF3M) | -१९६~454℃ | ASTM A494 CW-2M | -२९~450℃ |
| ASTM A351 CF8(CF8M) | -१९६~454℃ | मोनेल | -२९~425℃ |
| ASTM A351 CN7M | -२९~450℃ |
| - |
3.3.12 वाल्व बॉडीची सामग्री गंज प्रतिरोधक आणि गंज प्रतिबंधक द्रव वातावरणात वापरण्यासाठी योग्य असल्याची खात्री करा.
3.3.13 सेवा कालावधी दरम्यान, खालील तक्त्यानुसार सीलिंग कार्यप्रदर्शन तपासा:
| तपासणी बिंदू | गळती |
| वाल्व बॉडी आणि बोनट दरम्यान कनेक्शन | शून्य |
| पॅकिंग सील | शून्य |
| वाल्व सीट | तांत्रिक तपशीलानुसार |
3.3.14 सीलिंग चेहऱ्याचे पोशाख नियमितपणे तपासा.पॅकिंग वृद्धत्व आणि नुकसान.पुरावे आढळल्यास वेळेत दुरुस्ती किंवा बदल करा.
3.3.15 दुरुस्तीनंतर, वाल्व पुन्हा एकत्र करा आणि समायोजित करा, चाचणी घट्टपणा कामगिरी आणि रेकॉर्ड करा.
3.3.16 अंतर्गत परीक्षा आणि दुरुस्ती दोन वर्षांची आहे.
4. संभाव्य समस्या, कारणे आणि उपाय
| समस्येचे वर्णन | शक्य कारण | उपचारात्मक उपाय |
| पॅकिंगमध्ये गळती | अपुरा संकुचित पॅकिंग | पॅकिंग नट पुन्हा घट्ट करा |
| पॅकिंगची अपुरी मात्रा | अधिक पॅकिंग जोडा | |
| दीर्घकाळ सेवा किंवा अयोग्य संरक्षणामुळे खराब झालेले पॅकिंग | पॅकिंग बदला | |
| झडप बसण्याच्या चेहऱ्यावर गळती | घाणेरडा बसलेला चेहरा | घाण काढून टाका |
| बसलेला चेहरा | ते दुरुस्त करा किंवा सीट रिंग किंवा व्हॉल्व्ह गेट बदला | |
| कठीण घन पदार्थांमुळे बसण्याचा चेहरा खराब झाला | द्रवपदार्थातील कठीण घन पदार्थ काढून टाका, सीट रिंग किंवा व्हॉल्व्ह गेट दुरुस्त करा किंवा बदला किंवा इतर प्रकारच्या वाल्वने बदला | |
| व्हॉल्व्ह बॉडी आणि व्हॉल्व्ह बोनटमधील कनेक्शनवर गळती | बोल्ट व्यवस्थित बांधलेले नाहीत | बोल्ट एकसारखे बांधा |
| व्हॉल्व्ह बॉडी आणि व्हॉल्व्ह बोनेट फ्लॅंजची खराब झालेली सीटिंग पृष्ठभाग | त्याची दुरुस्ती करा | |
| खराब झालेले किंवा तुटलेले गॅस्केट | गॅस्केट बदला | |
| हँडव्हील किंवा व्हॉल्व्ह गेटचे कठीण फिरणे उघडणे किंवा बंद करणे शक्य नाही | खूप घट्ट बांधलेले पॅकिंग | पॅकिंग नट योग्यरित्या सोडवा |
| सीलिंग ग्रंथीचे विकृतीकरण किंवा वाकणे | सीलिंग ग्रंथी समायोजित करा | |
| खराब झालेले वाल्व स्टेम नट | धागा दुरुस्त करा आणि घाण काढून टाका | |
| थकलेला किंवा तुटलेला वाल्व स्टेम नट धागा | वाल्व स्टेम नट बदला | |
| वाकलेला वाल्व स्टेम | वाल्व स्टेम पुनर्स्थित करा | |
| वाल्व गेट किंवा वाल्व बॉडीची गलिच्छ मार्गदर्शक पृष्ठभाग | मार्गदर्शक पृष्ठभागावरील घाण काढा |
टीप: सेवा देणाऱ्या व्यक्तीला वाल्व्हचे संबंधित ज्ञान आणि अनुभव असावा.
5. हमी
व्हॉल्व्ह वापरात आणल्यानंतर, वाल्वचा वॉरंटी कालावधी 12 महिने असतो, परंतु वितरण तारखेनंतर 24 महिन्यांपेक्षा जास्त नसतो.वॉरंटी कालावधी दरम्यान, निर्माता सामग्री, कारागिरी किंवा नुकसानीमुळे झालेल्या नुकसानीसाठी दुरुस्ती सेवा किंवा सुटे भाग विनामूल्य प्रदान करेल जर ते ऑपरेशन योग्य असेल.
पोस्ट वेळ: मे-19-2022